Eine coilgespeiste Faserlaser-Schneidmaschine spart 15–30% Material im Vergleich zum Blechlaser und eliminiert Werkzeugkosten vollständig. Nachfolgend ein objektiver Vergleich dreier Blanking-Technologien anhand von 10 Schlüsselparametern mit konkreten Berechnungen.
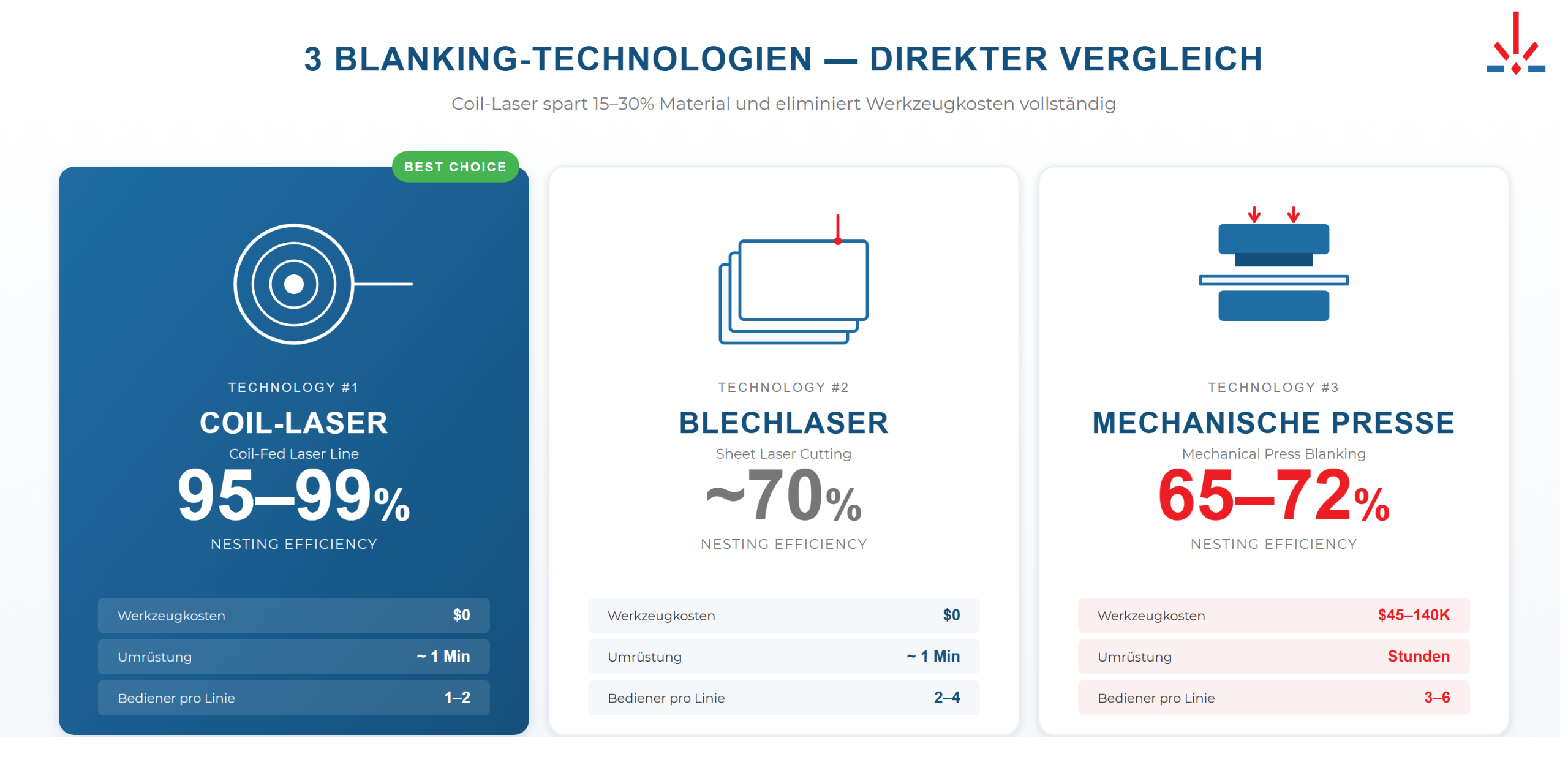
Funktionsweise der drei Technologien
Mechanische Presse: Sie stanzt Platinen mit dedizierten Werkzeugen aus vorgeschnittenen Blechen oder Bandmaterial. Eine Teilekontur erfordert einen Werkzeugsatz mit Kosten von $45.000–140.000. Die Umrüstung dauert Stunden. Die Technologie ist nur bei stabilen Serien von mehreren hunderttausend Teilen pro Jahr wirtschaftlich.
Blechlaser-Schneidmaschine: Sie schneidet Teile aus Standardblechen (typischerweise 1.500 × 3.000 mm). Keine Werkzeuge erforderlich — die Kontur wird per Software definiert. Einschränkung: Jedes Blech muss geladen, bearbeitet und anschließend Restgitter und Teile entladen werden. Der Zyklus ist diskontinuierlich.
Coil-Laserschneidanlage: Sie schneidet Platinen direkt vom Coil. Das Coil wird abgewickelt, das Band gerichtet, der Laser schneidet die Kontur, Verschnitt wird entfernt und Fertigteile automatisch gestapelt. Der Prozess ist kontinuierlich — der einzige Stopp erfolgt beim Coilwechsel.
Vergleich der Schlüsselparameter
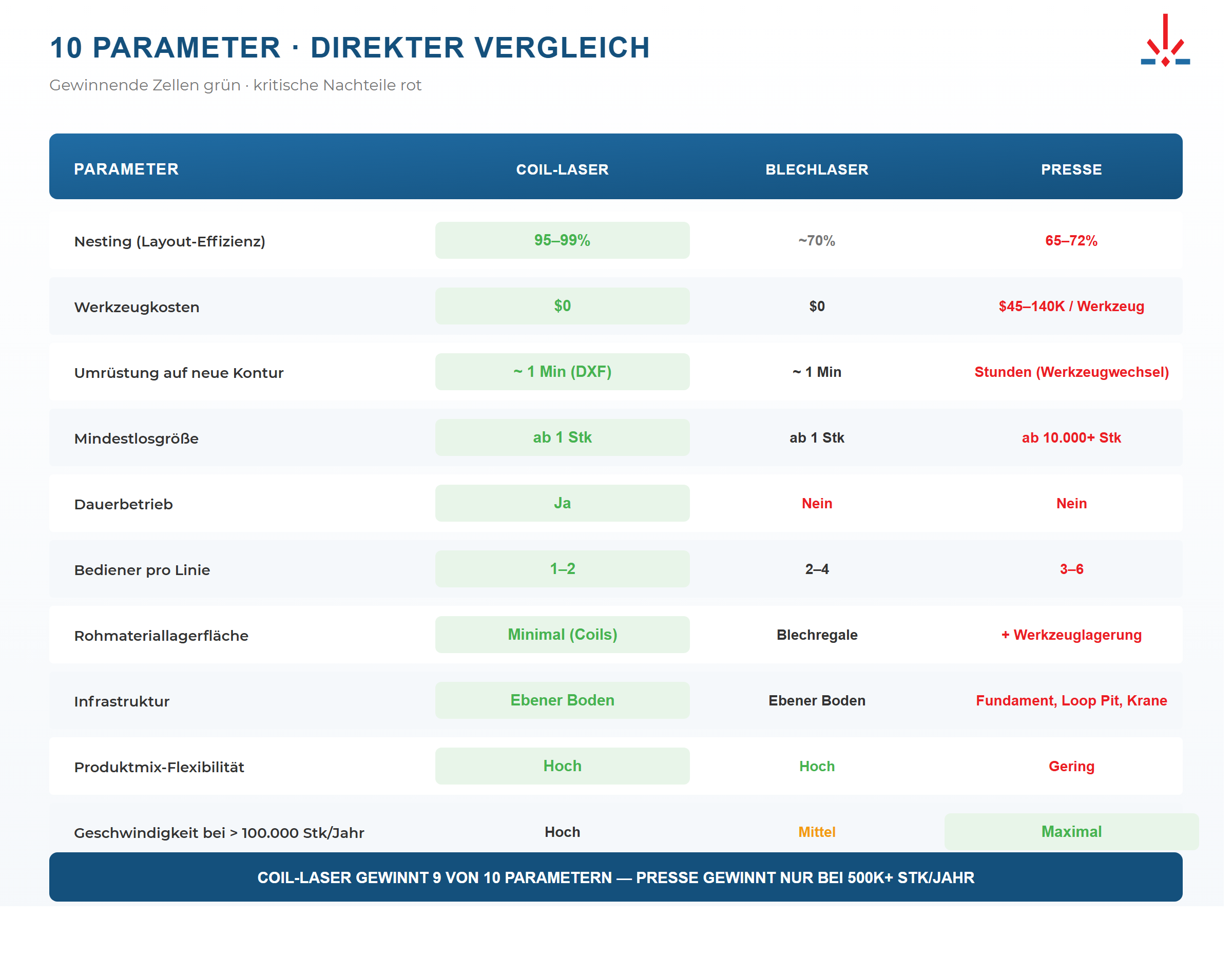
| Parameter | Coil-Laserschneidanlage | Blechlaser | Mechanische Presse |
|---|---|---|---|
| Nesting-Effizienz | 95–99% | ~70% | 65–72% |
| Werkzeugkosten | $0 | $0 | $45.000–140.000 pro Werkzeugsatz |
| Umrüstung auf neue Kontur | ~1 min (DXF laden) | ~1 min | Stunden (Werkzeugwechsel) |
| Mindestlosgröße | Ab 1 Stück | Ab 1 Stück | Ab 10.000+ Stück (zur Werkzeugamortisation) |
| Kontinuierlicher Betrieb | Ja (Stopp nur beim Coilwechsel) | Nein (Blech laden/entladen) | Nein (Werkzeugwechsel) |
| Bediener pro Anlage | 1–2 | 2–4 (ohne Automatisierung) | 3–6 |
| Lagerfläche für Rohmaterial | Minimal (Coils) | Groß (Blechregale) | Groß + Werkzeuglager |
| Infrastruktur | Ebener Boden | Ebener Boden | Fundament, Schlingengrube, Kräne |
| Produktmix-Flexibilität | Hoch | Hoch | Niedrig |
| Geschwindigkeit bei >100.000 Stück/Jahr | Hoch | Mittel | Maximal |
Materialeinsparung: Wo das echte Geld liegt
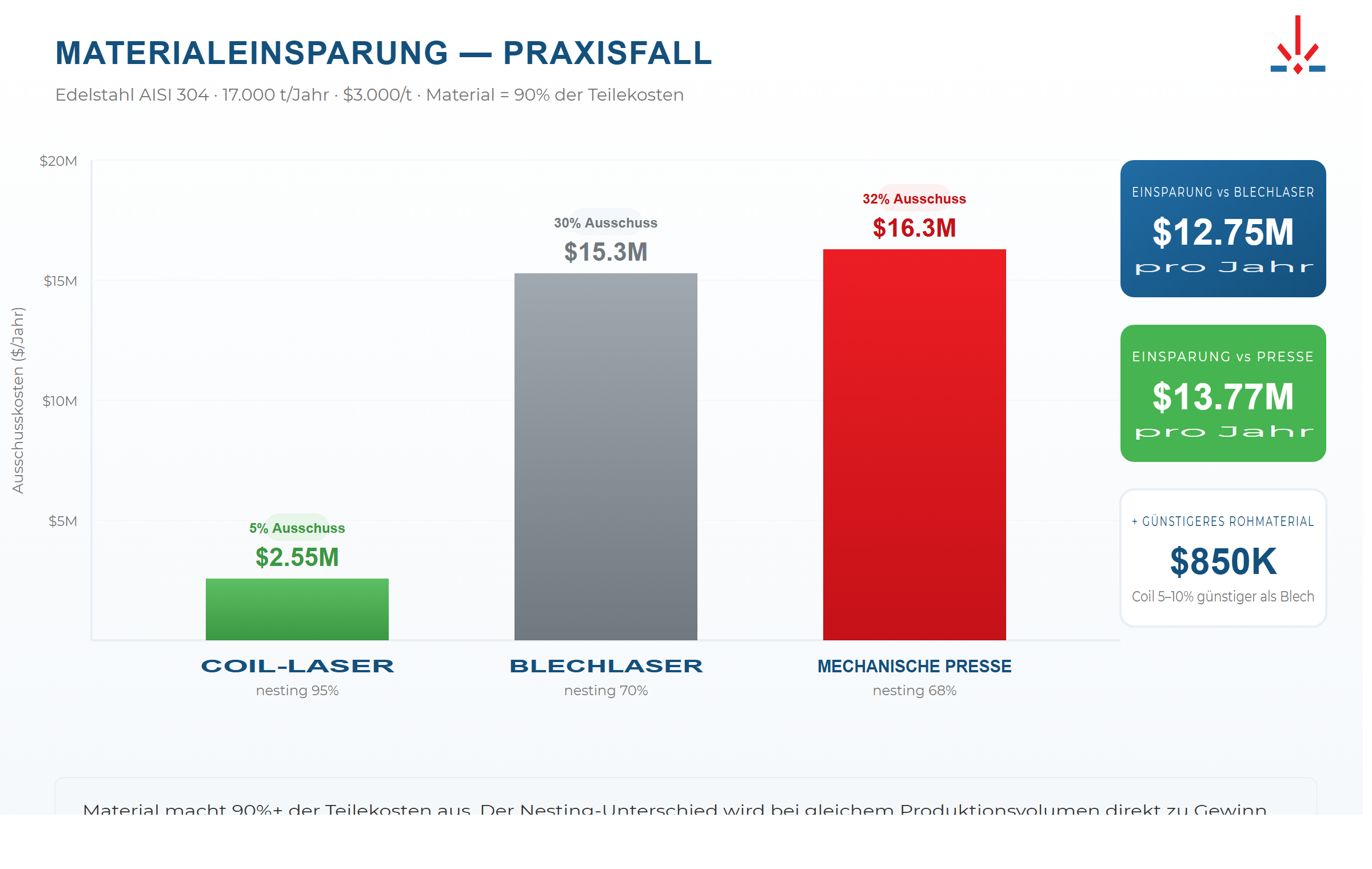
Material macht über 90% der Platinenkosten aus. Der Unterschied im Nesting bestimmt direkt die Wirtschaftlichkeit.
Berechnung: Edelstahl AISI 304, 17.000 t/Jahr
| Kennzahl | Coil-Laserschneidanlage | Blechlaser | Presse |
|---|---|---|---|
| Nesting | 95% | 70% | 68% |
| Verschnitt | 5% = 850 t | 30% = 5.100 t | 32% = 5.440 t |
| Verschnittkosten (bei $3.000/t) | $2,55M | $15,3M | $16,3M |
| Einsparung vs Blechlaser | $12,75M/Jahr | — | — |
| Einsparung vs Presse | $13,77M/Jahr | — | — |
Zusätzlich ist Coilmaterial 5–10% günstiger als Blech (kein Zwischenschnitt beim Service-Center). Bei 17.000 t/Jahr ergibt das weitere $850.000 Einsparung.
Bereit, Kosten zu senken und die Effizienz zu steigern?
Versteckte Kosten einer Presse
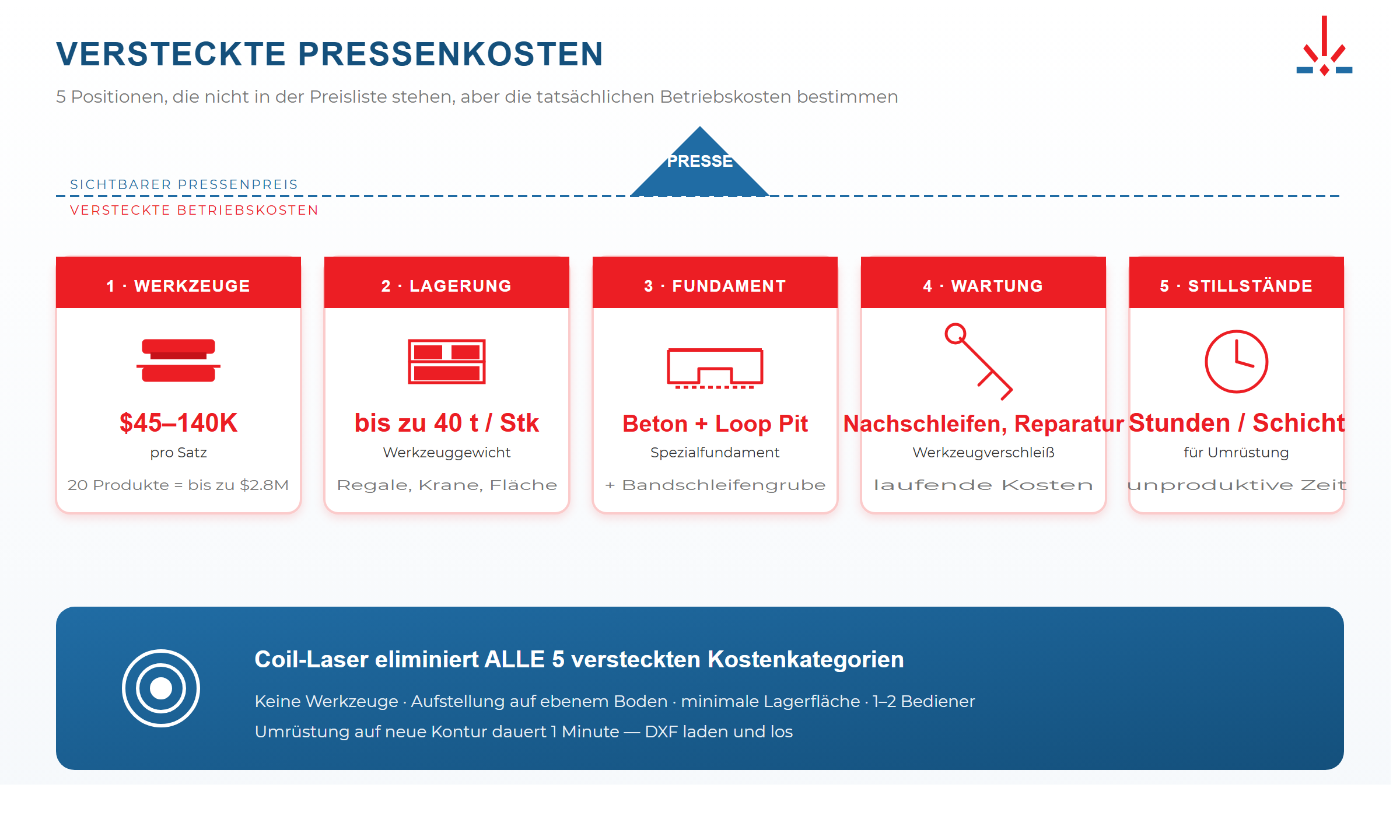
Die Gesamtbetriebskosten einer Presse gehen weit über den Anschaffungspreis hinaus:
- Werkzeuge: $45.000–140.000 pro Satz. 20 Produkte = bis zu $2,8M allein für Werkzeuge
- Werkzeuglagerung: bis zu 40 t pro Werkzeugsatz — erfordert Regale, Kräne, Stellfläche
- Fundament und Grube: Die Presse benötigt ein Spezialfundament und eine Schlingengrube
- Werkzeugwartung: Nachschleifen, Reparatur, Austausch bei Verschleiß
- Umrüstzeiten: Jeder Produktwechsel bedeutet Stunden unproduktiver Zeit
Eine Coil-Laserschneidanlage eliminiert sämtliche dieser Kosten. Die Installation erfolgt auf ebenem Boden, ohne Fundament. Alle SBMachines-Anlagen sind CE-zertifiziert.
Wann eine Presse noch sinnvoll ist
Die Presse gewinnt in einem Szenario: stabile Produktion eines einzelnen Teils mit über 500.000 Stück/Jahr bei bestätigtem Langzeitvertrag. Hohe Hubzahlen (bis 60 Hübe/min) rechtfertigen die Werkzeuginvestition.
Wenn jedoch:
- Das Volumen bei Projektstart nicht bestätigt ist
- Der Produktmix sich häufiger als einmal pro Quartal ändert
- Verschiedene Teile auf einer Anlage gefertigt werden müssen
- Der Produktlebenszyklus unter 3 Jahren liegt
— reduziert eine Coil-Laserschneidanlage das finanzielle Risiko und bietet Flexibilität.
Implementierungsstrategie: Laser zuerst, Presse danach

Der optimale Ansatz für ein neues Produkt:
- Start mit der Coil-Laserschneidanlage — reale Volumina validieren, Konturen finalisieren
- Skalieren — wenn das Volumen bestätigt und über 2+ Jahre stabil ist, Werkzeug in Betracht ziehen
- Parallelbetrieb — Laser bedient kleine und mittlere Serien, Presse bedient Massenproduktion
Die Lasertechnologie wandelt Fixkosten (Werkzeuge, Infrastruktur) in variable Kosten (Strom, Gas) um und senkt die Einstiegsschwelle.
Welche SBMachines-Serie passt zu Ihnen
| Ihre Anforderung | Empfohlene Serie |
|---|---|
| Dünnes Material bis 2 mm, Einstieg in Coil-Laserschneiden | SU3E — Entry Level, Bandbreite bis 1.500 mm |
| Gesamtes Materialspektrum bis 20 mm | SU3Pro — vollautomatisierte Anlage, bis 60 kW |
| Maximaler Durchsatz in der Serienproduktion | SU4 — 2 bis 8 Schneidköpfe |
| Minimaler Verschnitt, Zero-Waste-Anwendungen | SU5 — optimiert für 99% Nesting |
Inbetriebnahme und Schulung erfolgen durch SBMachines-Ingenieure vor Ort.
FAQ
F: Kann eine Coil-Laserschneidanlage dickes Material schneiden? A: Ja. Die Serien SU3Pro und SU4 schneiden bis 20 mm bei einer Laserleistung von bis zu 60 kW.
F: Welche maximale Coilbreite ist möglich? A: Bis zu 3.000 mm (Serien SU3Pro und SU4). Für Einstiegsanwendungen arbeitet die Serie SU3E mit Breiten bis 1.500 mm.
F: Wie viele Bediener werden benötigt? A: 1–2 Bediener pro Anlage. Der Prozess ist vom Abwickeln bis zum Stapeln vollständig automatisiert.
F: Wie schnell amortisiert sich die Anlage? A: Bei hohen Volumina (8 Coils/Tag) in unter 6 Monaten. Der typische Amortisationszeitraum beträgt 6–12 Monate, abhängig von Auslastung und Materialkosten.
F: Können verschiedene Materialien auf derselben Anlage verarbeitet werden? A: Ja. Kohlenstoffstahl, Edelstahl, Aluminium, verzinktes Blech und hochfeste Stähle (AHSS/UHSS bis 1.200 MPa). Der Materialwechsel erfolgt durch Coiltausch — ohne zusätzliche Einstellungen.